

2022年5月,生态环境部发布新版《废塑料污染控制技术规范》,首次明确认可废塑料化学再生方法。塑料化学回收是将废塑料通过气化、催化裂解、热裂解或化学解聚的方式,转变成低分子量的原料,然后重新聚合成塑料。化学回收技术可以极大地拓展可回收利用废塑料的范围,而且化学回收的塑料与全新的塑料具有同样的性能。
中国石化

中石化石科院废塑料连续热解(RPCC)技术路线图



埃克森美孚
埃克森美孚(ExxonMobil)作为全球领先的能源和化工企业,近年来在塑料化学回收领域展现出显著的技术创新与商业化潜力。其先进回收技术通过热解工艺处理难以回收的塑料废料,生产高质量循环塑料,助力全球循环经济的发展。
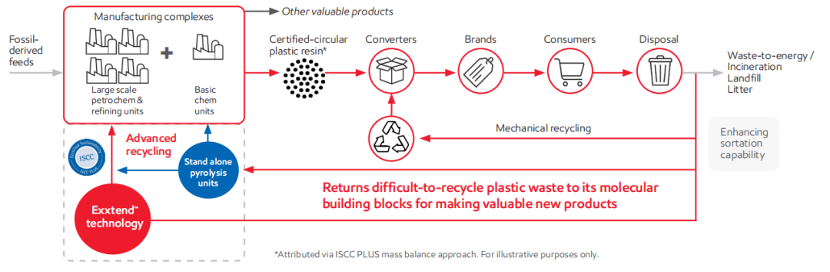
埃克森美孚先进回收技术Exxtend™
埃克森美孚的塑料化学回收核心在于其专有的先进回收技术Exxtend™,主要采用热解工艺。该技术通过在无氧环境中加热塑料废料,将其分解为小分子烯烃,如乙烯和丙烯,这些单体可重新用于生产高质量塑料、燃料或其他化学品。
与传统机械回收相比,该技术能够处理更复杂的塑料废料,包括含油脂、多层结构或污染严重的包装塑料,如薯片袋、机油瓶和人造草坪,转换效率高达90%。埃克森美孚通过优化热解过程,生产出与新料质量相当的循环塑料,产品通过第三方认证(如ISCC PLUS)确保产品的可追溯性和可持续性,可广泛应用于食品包装和医疗设备等领域,符合严格的行业标准。为循环经济提供了创新解决方案。
埃克森美孚自2020年起加速先进回收技术研发,结合其在石化领域的专长,优化热解工艺的工业应用。2021年,公司在实验室验证了技术可行性,并开始试点规模测试。通过催化剂改进和工艺优化,实现了高效率、低能耗的热解过程,公司还探索微波辅助热解等新兴技术,以进一步提高能效。

埃克森美孚德克萨斯州化学回收设施
埃克森美孚已将先进回收技术从实验室推向工业化生产。2022年12月,埃克森美孚在得克萨斯州贝镇(Baytown)启动了北美最大的塑料化学回收设施之一,年处理能力超过3.6万吨塑料废料。设施通过快速热解和催化热解工艺,将废塑料转化为热解油,再通过现有石化装置提炼为循环塑料。目前,该项目生产的认证循环塑料已进入全球市场,应用于包装、汽车和消费品行业,产品可用于品牌客户的可持续包装,如洗涤剂瓶、食品容器和医疗包装等。
为进一步扩大产能,2024年埃克森美孚宣布投资超2亿美元,扩建贝镇和博蒙特(Beaumont)设施,预计2026年新增2.2万吨/年处理能力。公司计划到2026年底实现全球45万吨以上的处理能力,占全球塑料回收市场的显著份额。为此,埃克森美孚正在北美、欧洲和亚洲评估新设施选址。
此外,为了帮助解决大量塑料垃圾收集和分拣需求,埃克森美孚还与Agilyx公司组建了一家合作企业——Cyclyx国际有限责任公司,专注于开发创新解决方案,以集合和预处理大量塑料废弃物,将其转化为生产有价值产品的原料。Cyclyx公司将为埃克森美孚的化学回收项目提供原料,也致力于为其他客户提供同样的服务。
下游方面,埃克森美孚积极与雀巢、百事可乐等企业合作,建立从废塑料收集到产品应用的完整供应链。通过与上下游客户合作,埃克森美孚提升了其循环塑料产品的市场接受度,也助力品牌商实现了可持续发展目标。
陶氏化学


利安德巴塞尔




SABIC
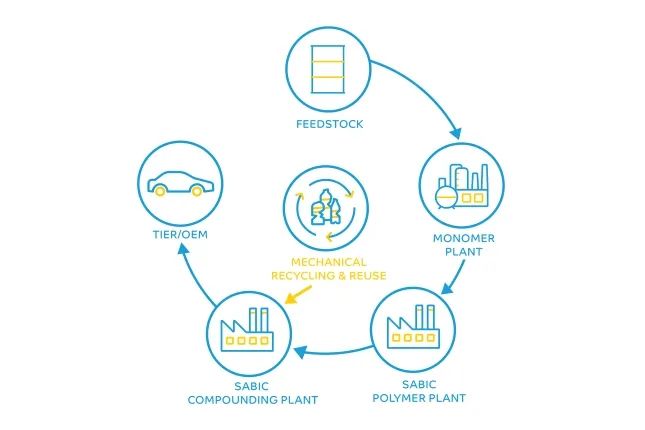
全球知名的多元化化工企业沙特基础工业公司(SABIC)的 TRUCIRCLE 解决方案产品组合于2019年正式推出,是实现闭环和创造塑料循环经济之旅中的一大重要里程碑。TRUCIRCLE产品组合涵盖的主要领域包括:物理回收产品、由混合塑料废弃物(基于先进技术回收)制成的经认证可再生产品、经认证生物基的可再生产品、可回收性设计和闭环回收服务。2023年1月,SABIC提出到2030年实现年产100万吨TRUCIRCLE™可持续材料的目标。
2021年8月,SABIC推出经认证的循环聚碳酸酯——业内首款基于高级循环回收技术的聚碳酸酯产品。借助高温热解工艺,将难以通过传统回收方式处理的消费后混合塑料分解成热裂解油,进而以热裂解油作为原料生产聚碳酸酯。采用这种方式生产的高性能塑料与原生塑料具有同样的性能。这款聚碳酸酯已由国际可持续发展与碳认证(ISCC PLUS)计划下属的一家第三方独立机构采用标准化质量平衡方法进行认证。
2021年11月,SABIC与马来西亚塑料回收公司HHI达成全新合作。在本次合作中,HHI在马来西亚的本地合作伙伴们首先从海岸线50公里半径范围内的入海水道与陆地区域回收相关材料,然后将其运送至HHI,经由一系列先进回收技术手段将其转化为热裂解油。此后,SABIC将在自己的生产流程中用该热裂解油代替传统化石原料,生产出全新的可再生聚合物,并且该可再生聚合物已通过零塑料海洋机构(Zero Plastic Oceans)认证。

2023年3月,中国航天科技集团有限公司下属第六研究院北京航天动力研究所(BAPI)全资子公司北京航天石化技术装备工程有限公司(以下简称‘北京航天石化’)与全球知名的多元化化工企业沙特基础工业公司(SABIC)在北京举行签约仪式,签署沙特基础工业公司获得北京航天石化航天热解SHCP®技术的准入许可协议。
SABIC表示,北京航天石化的先进回收技术,将作为潜在备选方案满足TRUCIRCLE™在亚太地区的目标。航天热解SHCP®技术将提高我们解决技术问题的能力。具备高效率、进料灵活、经济性、可扩展和差异化的热解技术是SABIC循环经济技术战略的关键支柱之一。SABIC风险投资表示,SABIC风险投资通过促进与初创生态中精选创新项目的合作,来支持我们的企业科技战略。与北京航天石化的合作是我们在亚太地区的首个项目。

2023年7月,SABIC与Plastic Energy宣布同Siemer公司及Landbell集团达成合作,旨在为双方在荷兰赫伦(Geleen)建设(现已进入最终施工阶段)的先进回收装置提供混合废旧消费后塑料的分拣与预处理服务。在此合作中,先进回收装置将从Siemer公司位于德国下萨克森州Vechta市新建的分拣工厂获得预分拣处理后的塑料废弃物供应。Siemer工厂的原料由Landbell AG提供。
Siemer在Vechta的独特处理工厂由原轻质包装分拣厂改造升级而成,经革新设计后专用于从传统不可回收或难回收的消费后塑料废弃物中提取可回收材料。该厂通过整合新技术,对归类为低价值的塑料包装废弃物进行二次分拣,为先进回收工艺做好原料准备。
作为全球首例,该分拣厂能够从残余塑料组分中分离污物、异物及杂质,年处理能力达25,000吨。经再加工后的塑料废弃物将被输送至SABIC与Plastic Energy的先进回收装置,通过Plastic Energy的先进回收技术转化为名为TACOIL™的热解油。随后,TACOIL™将在SABIC新建的加氢处理装置中进行精制,最终作为替代原料用于生产SABIC旗舰产品——经认证的循环聚合物(属于公司TRUCIRCLE™产品组合)。

2024年7月,SABIC与陶朗公司正式签署合作备忘录,宣布在中国塑料软包装回收领域展开深度合作。双方将整合各自在分选技术和石化领域的专长,共同开发更高效、环保的分选和回收解决方案,重点关注废弃聚烯烃软包装及其他废塑料的再生,推动石化行业向更可持续的方向发展。
基于合作备忘录,陶朗将利用其专业优势,通过先进机械回收工艺,从生活垃圾中分选出高纯度废弃聚烯烃物料;SABIC则专注于物料评估,从材料的角度提高分选效率,并通过化学回收,将废塑料转化为再生原料。
巴斯夫
巴斯夫作为全球领先的化工企业,在塑料化学回收技术和市场发展方面展现了显著的创新和战略布局。巴斯夫的长期目标是将化学回收融入其整体可持续发展战略,助力实现2030年减排25%和2050年碳中和的承诺。为此,公司计划到2030年将循环原料包括化学回收和生物基原料的使用比例提升至生产原料的20%以上。2025年,巴斯夫宣布投资5亿欧元用于化学回收技术的研发和基础设施建设,其中包括在全球范围内建设更多丙烯裂解设施和聚氨酯回收工厂。
巴斯夫ChemCycling®项目
巴斯夫的塑料化学回收技术主要通过ChemCycling®项目实现,该项目自2018年起便已开始生产基于化学回收塑料废料的产品。ChemCycling®利用丙烯裂解技术将塑料废料(包括混合塑料和废旧轮胎)转化为二次原料,如丙烯裂解油。这种二次原料随后被纳入巴斯夫的生产流程中,部分替代化石资源。通过第三方审计的质量平衡方法,循环原料的比例被归属到最终产品中,确保产品的可追溯性和透明度。

New Energy专注于废旧轮胎回收
巴斯夫与Quantafuel、ARCUS、Pyrum和New Energy等合作伙伴合作,专注于混合塑料废料和废旧轮胎的丙烯裂解。Quantafuel和ARCUS擅长处理混合塑料废料,而Pyrum和New Energy则专注于废旧轮胎。目前,项目已生产出多种Ccycled®产品,包括超级吸水聚合物、工程塑料和聚氨酯,这些产品在食品包装、医疗、纺织和汽车行业广泛应用。
2024年2月,巴斯夫在美国推出ChemCycling®,从德克萨斯州Port Arthur的设施提供ISCC+认证的先进再生建筑材料,在传统生产过程中利用来自塑料废料的回收原料,从而部分替代化石资源。回收的原料通过质量平衡方法归属于先进的回收构建模块。这些基础原料可用于美国生产的许多 BASF 产品,例如高吸水性聚合物、工程塑料或聚氨酯。

Encina项目效果图
2024年6月20日,获得 ISCC PLUS 认证的循环型化学品制造商 Encina Development Group, LLC(Encina)与巴斯夫宣布达成一项长期供应协议,供应从消费后报废塑料中提取的化学回收循环苯。该协议标志着可持续采购的关键时刻,巴斯夫通过将更多化学回收的循环型原材料纳入其生产流程,加强了循环经济的发展。巴斯夫将在其广泛的Ccycled®产品组合中使用化学回收苯。巴斯夫实现循环经济的方法包括越来越多地使用回收和可再生原料,形成新的材料循环和创造新的商业模式。与 Encina 的合作体现了巴斯夫致力于实施尖端解决方案以加快原料转型的决心。
巴斯夫展开机械回收合作
2024年12月,巴斯夫与研究伙伴展开合作,致力于优化塑料的机械回收技术。巴斯夫携手Endress+Hauser、TechnoCompound、拜罗伊特大学和耶拿大学,运用光谱方法来研究材料与光的相互作用,以此获取有关回收塑料化学结构的信息。通过这些数据,能够在加工过程中实时确定材料中所包含的塑料等级、添加剂和污染物。在后续步骤中,借助人工智能算法识别测量数据中的模式,并据此提出应该添加哪些额外成分,或者如何调整回收过程以提高回收塑料产出的质量。这一系列举措有望为机械回收技术带来新的突破,提升回收塑料的质量和价值。

巴斯夫聚氨酯化学回收专利
2025年2月,巴斯夫聚氨酯化学回收新专利获批,巴斯夫的方案涵盖醇化、沉降、相分离和纯化等一系列关键步骤,实现了高效且清洁的原料回收过程。
在醇化阶段,聚氨酯材料与甲醇、乙醇等醇化物质在催化剂作用下发生反应,氨酯键和脲键被成功破坏,多元醇和胺物质得以释放,为后续分离纯化奠定了坚实基础。紧接着的沉降过程中,混合物巧妙地分为富含多元醇物质的第一相和富含醇化物质的第二相。巴斯夫还巧妙引入过滤、离心、倾析等方法,进一步优化分离效果,有效去除固体杂质,大幅提升分离效率。
纯化处理堪称该技术的核心亮点。富含多元醇的第一相经过蒸发、离子交换和吸附等精细处理,酸、钾离子和芳香族胺等杂质被彻底清除,最终收获纯度高达97wt.%以上的多元醇物质,为多次再利用提供了有力保障。与此同时,富含胺物质的第二相通过蒸馏等手段纯化后,得到的胺物质可用于异氰酸酯的生产,实现了资源的进一步循环利用。
巴斯夫对该专利技术的工艺参数和应用范围进行了详细阐述。通过精准选择合适的聚氨酯废料、醇化物质和催化剂,精心优化反应温度、压力、时间等条件,确保了回收过程的高效性与可控性。实验数据充分证明,该方法不仅能回收高纯度的多元醇物质,还能显著降低废弃物中的有害杂质,成功攻克了传统回收方法的环保难题。

巴斯夫上海 loopamid® 生产装置
2025年3月27日,巴斯夫宣布其全球首个商业化 loopamid® 生产装置正式启动。该生产设施位于上海漕泾基地,年产量为500 吨,标志着巴斯夫在向纺织行业供应可持续产品方面迈出了重要一步。
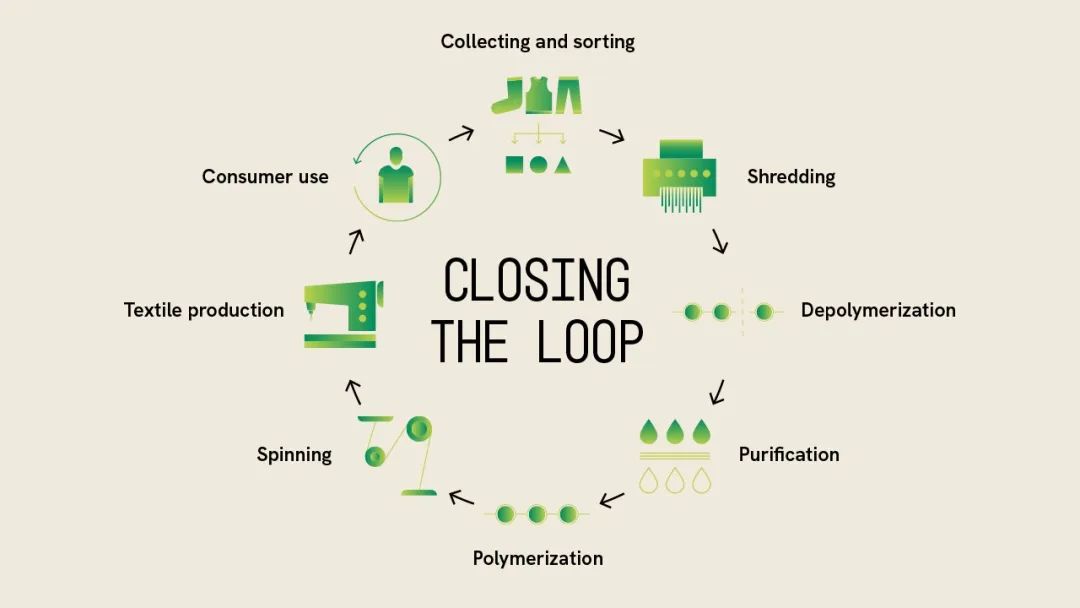
巴斯夫loopamid®解决方案
loopamid® 是巴斯夫开发出的一种创新解决方案,可回收聚酰胺 6 废旧纺织品,促进时装业的可循环性。loopamid® 背后的尖端技术能够处理不同材质如聚酰胺6、氨纶等混杂的织物,使得工业后和消费后废旧纺织品的闭环回收成为可能。而且这种纤维及材料可以多次循环利用,材料特性也完全等同于原生聚酰胺。
loopamid®生产工艺包括收集和分类、切碎、解聚成单体、纯化、聚合、纺丝和成品。很大的难点是原料通常由不同的纤维、材料、染料和添加剂制成,且必须提前去除纽扣、拉链和其他配件。巴斯夫成功使得聚酰胺6纺织品闭环回收成为可能,包括各种材料混纺的面料,比如含氨纶的混纺面料。
 巴斯夫Ultramid® Ccycled®解决方案
巴斯夫Ultramid® Ccycled®解决方案
2024年11月,巴斯夫单体业务部宣布位于上海的聚酰胺6生产装置已获得国际可持续发展和碳认证(ISCC+),可供应生物质Ultramid®BMB Cert™聚酰胺 6和Ccycled®聚酰胺6以及聚酰胺6/6.6 共聚产品。其中,Ultramid® Ccycled® 聚酰胺6 是由报废轮胎和混合塑料废料经化学回收提取的热解油作为原料生产而来。
2025年4月,巴斯夫和TE Connectivity(泰科电子,简称“TE”)宣布联合推出TE新款汽车连接器,该连接器部件采用的巴斯夫全新的Ultramid® Ccycled®聚酰胺材料生产制成。Ultramid Ccyled循环解决方案使用化学回收技术将亚洲消费后塑料废弃物转化的热解油。通过质量平衡法,Ultramid Ccycled可以提供与原始化石材料相同的高性能。基于对汽车行业可持续发展的共同愿景,巴斯夫和TE实现了长期的合作伙伴关系。这款汽车连接器正是行业合作加速转型可持续材料解决方案的典范。
免责声明: 凡本公众号注明“来源:XXX"的作品包括但不限于文字、文章、图片、视频、链接等,均为转载自其它媒体,版权归原作者所有,本号仅限于传递更多信息之目的,不作为商业用途,亦不代表本公众号赞同其观点和对其真实性负责,我们尊重原创作者的一切权力,转载请联系原出处。 (若有侵权,请联系删除 010-57721789)
Copyright © 2020-2025 中再联合(北京)信息服务有限公司 China Plastic Recycling Association of CRRA All Rights Reserved. 京ICP备17073383号  京公网安备 11010502042485号 技术支持:
京公网安备 11010502042485号 技术支持: 鹏博资讯
鹏博资讯

